Aluminium Based Metal Matrix Composites
| ✅ Paper Type: Free Essay | ✅ Subject: Engineering |
| ✅ Wordcount: 1939 words | ✅ Published: 31 Aug 2017 |

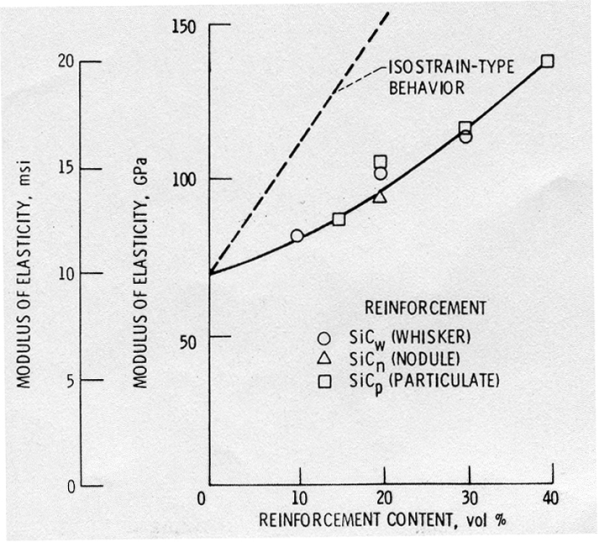
1) The main factor that influences elastic modulus is the matrix , for example : Composites with a aluminium 6061 matrix have a good strength and higher ductility. The reinforcement content is the main factor in the enhancement of elastic modulus in the aluminium silicon metal matrix composite.
The graph below show that aluminium silicon composites with higher strength, because of the increased silicon content, such as 2024/2124 or 7075 Al, had higher strengths but lower ductility. It also shows that the elastic modulus increased with the increase in the silicon content. The matrix type also effects the elastic modulus which typically consists of particulate, nodule or whisker type matrix. (Reference 3)
The yield strength is usually effected by the matrix alloy ,type and the arrangement of the reinforcement effect the strengths of composites, in particular for those which have whisker reinforcement and Ductility tends to decrease with the reinforcement content is increased.
In fracture toughness tests, an increase in particle quantity reduced the toughness of the composites .The main properties which influence the fracture toughness of MMCs is the type of reinforcement, size, shape, quantity and the distribution within the matrix and the toughness of matrix. The poor fracture toughness and fatigue crack growth rate of MMCs is due to low initiation energy for fracture due to high elastic modulus.
The thermal expansion coefficient of aluminium silicon carbide fibres reinforced material is significantly influenced by the thermal stresses between the matrix and fibres and thermal expansion behaviour relies on the thermal expansion of the fibres. For applications subjected to severe loads or extreme thermal fluctuations such as in automotive components, discontinuously-reinforced metal matrix composites have been shown to offer near isotropic properties
Automotive brake disc and callipers are typically made of cast iron, the use of aluminium silicon MMC, would result in a significant weight reduction of around 50- 60% can be made which helps reduce vehicle fuel consumption and improve overall braking and handling as well as the high thermal conductivity and wear resistance, dimensional stability and excellent cyclic wear properties. Examples of vehicle which have SiC-reinforced aluminium brake disks are vehicles such as the Lotus Elise Volkswagen Lupo. For aluminium composite brake discs to become more common would requires costs to come down and for improved machine ability.
Aluminium MMC shows much higher resistance to wear than the matrix material by its self. The wear of MMC is much more linear than the matrix material by self, and therefore makes it possible to predict wear patterns and the amount of use than can be obtain from a component. The reinforced particles resist the abrasion and restrict the deformation of MMCs which provides a useful guide for better control of their wear. (reference 5)MMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wearMMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wearMMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wear.MMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wear.MMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wearMMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wearMMC shows much higher wear resistance than the corresponding matrix material; unlike that of matrix material, the wear of MMC is very much linear and possible to predict easily; the wear mechanism is similar for both materials other than the three-body abrasion in the case of MMC; the reinforced particles resist the abrasion and restrict the deformation of MMCs which causes high resistance to wear. These results reveal the roles of the reinforcement particles on the wear resistance of MMCs and provide a useful guide for a better control of their wear
3)
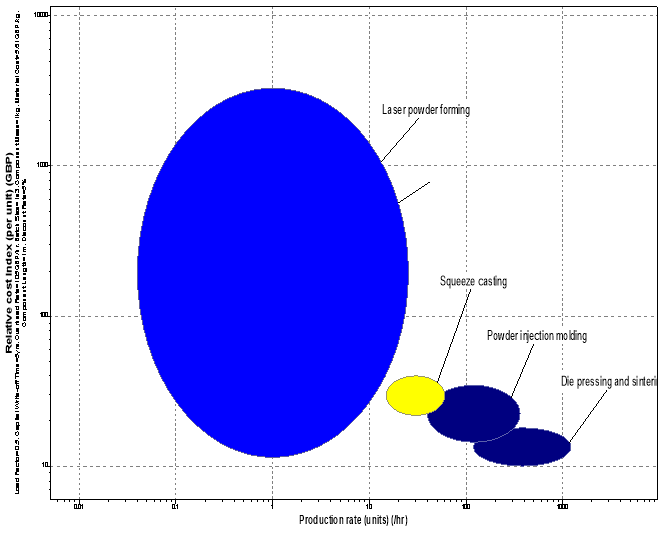
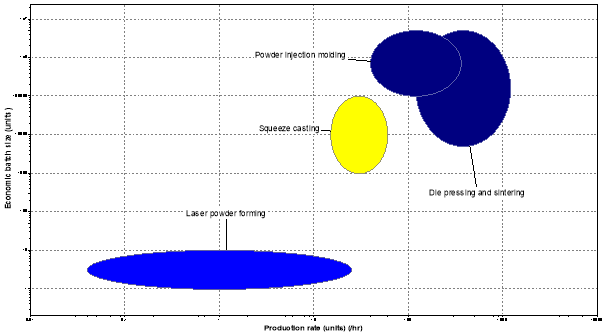
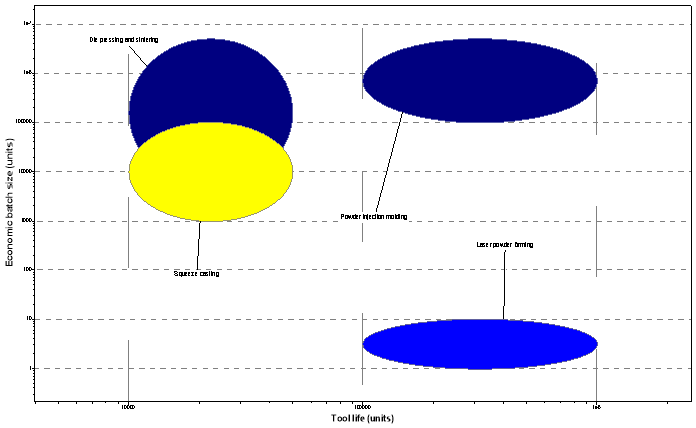
From data gathered with the use of the CES software it gave for of the most suitable manufacturing method for a metal matrix component with slots in the design. The above graph so that these four production methods were Laser powder forming, squeeze casting, powder injection molding and die press sintering. Several criteria were considering during the material selection such has relative cost index , production rates , tool life and economic batch size.
looking at the CES data , it showed that the most suitable production method be die cast and sintering. With die casting and sintering a relatively high rate of production can be achieved whilst keeping the relative cost index low. This is important because it helps lower the cost of aluminium MMC brake disc which are still expensive and not used by many manufactures because of this.
Pressing and sintering is a powder processing process that falls in the manufacturing process category of forming .The typical cold pressing and sintering process starts with aluminum silicone MMC in powder being poured into a closed mould. Pressure is then applied to the closed mould at a high enough pressure for the powder to bind together. After the disc is taken out of the mould it is then put through the sintering process. The sintering process begins with the brake disc being heated up in order to burn of any lubricant and is then heated up to a even higher sintering temperature in a protective gas surrounding to prevent oxidization. (reference 2)
4) There has been an increased interest in the use of Aluminium based metal matrix composites in brake discs and drums in recent years. The wear characteristics of AMMCs were high speeds and loads the behaviour could be greatly improved beyond that of cast iron discs, with the correct match of disc and pad material. Casting process is very difficult if reinforcement Material is wet and this can results in non-uniform distribution and poor mechanical characteristics for the finished brake disc. To resolve this problem, reinforcements are pre-heated at 500°C for 40 minutes. Porosity is the major problem in casting which is why moulds are preheated, to 500°C, which helps in removing the gases which are trapped in the slurry to go into the mould. It also enhances the mechanical properties of the cast AMC. Sorter fibres in a random orientation are typically not as strong as long fibres in a specific orientation. However the use of sort fibres in random orientation means that less human interaction is required in the production and therefore helps brings the cost of production and well as minimising the possibly of something going wrong in the production process my eliminating human error. SiC/Al composites have increased strength with the increase in the silicone content and had higher strengths but lower ductility.
The use of longer fibres also means that they generally have to be arranged in a specific order which is time consuming and also requires human interaction and this all reduces the number of units that can be produced a day. An example of this carbon ceramic brake disc where the discs which have longer fibres cost significantly more and will only be used in very exotic cars such as Koenigsegg where as more budget sports cars such as Porsche tend to use discs with sort random fibers which are far more cost effective.
Bibliography
1) A. Mazahery, M. O. Shabani . (2012). Mechanical properties of A356 matrix composites reinforced with nano-SiC particles. Available: http://link.springer.com/article/10.1007/s11223-012-9423-0. Last accessed 16/12/2016
2) unknown. (2004). Aluminum Matrix Composites with Discontinuous Silicon Carbide Reinforcement. Available: http://www.totalmateria.com/page.aspx?ID=CheckArticle&site=ktn&NM=108. Last accessed 16 December 2016
3) Ajit Bhandakkar1*, R. C. Prasad1, Shankar M. L. Sastry2. (2014). Elastic plastic fracture toughness of aluminium. Available: http://www.vbripress.com/aml/uploads/540c820f6cee71410105871_fullabstratct.pdf. Last accessed 16 December 2016.
4) S. Taufik a, âŽ, S. Sulaiman b . (2014). Thermal Expansion Model for Cast Aluminium Silicon Carbide . Available: http://www.sciencedirect.com/science/article/pii/S1877705813020511. Last accessed 16 December 2016.
5) Parth S. Joshi, Kiran C. Hegade, Apoorv S. Kulkarni &. (2016). Manufacturing of Disc Brake Rotor Using. Available: http://www.onlinejournal.in/IJIRV2I6/226.pdf. Last accessed 16/12/2016.The machinability of an Alî-¸5 Mg alloy reinforced with 5 vol% Saffil and 15 vol% SiC was compared with that of Duralcan (A356) reinforced with 15 vol% SiC. In terms of tool wear and metal removal rate with both cemented carbide and polycrystalline diamond (PCD) cutting tools, it was found that the Duralcan/ SiC was significantly easier to machine than the composite with the Al-5 Mg matrix. This is attributed to the effect of the matrix on the mechanisms of abrasion wear. The machinability of an Alî-¸5 Mg alloy reinforced with 5 vol% Saffil and 15 vol% SiC was compared with that of Duralcan (A356) reinforced with 15 vol% SiC. In terms of tool wear and metal removal rate with both cemented carbide and polycrystalline diamond (PCD) cutting tools, it was found that the Duralcan/ SiC was significantly easier to machine than the composite with the Al-5 Mg matrix. This is attributed to the effect of the matrix on the mechanisms of abrasion wear.
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


DMCA / Removal Request
If you are the original writer of this essay and no longer wish to have your work published on UKEssays.com then please click the following link to email our support team:
Request essay removal