Drill Press Redesign Project – Design for Manufacture
| ✅ Paper Type: Free Essay | ✅ Subject: Engineering |
| ✅ Wordcount: 3086 words | ✅ Published: 31 Aug 2017 |
Drill press is the most vastly used mechanical machine around the world. Its usage is not limited to industries only, it is found and used even at homes in the form of portable or cordless drills. It is primarily used for cutting holes in specimen. Other functions that it can be used for include tapping, counter sinking, reaming, etc.
There are three main types of drill press based on their versatility, size of workpiece it can handle and range.
1.1 Upright drill press
First and the most commonly used type of drill press is Upright drill press. It consists of following main parts: (Groover, 2010)
- Base: It is the part that is in contact with the ground, it is made heavy to keep the drill bit from moving during operation. It can be bolted to the ground to keep the drill press fixed.
- Column: It is the part that acts as a backbone and provides support to the drill press. Drill press main sliding unit is attached to column as well and moves on the column.
- Work bench: it is a table attached to the column, it is used to hold the workpiece in place during operation. It consists of rails, through which bolts can slide and the fix the work piece on table at any location.
- Drill head: it is the top most part of drill press that contains the power spindle.
1.2 Radial drill
Second type of frill press used in industries is the radial drill press. This type of drill press has larger range of cutting holes therefore it is used for large parts. Like upright drill press it also consists of Base, Column, Work bench and Drill head. In addition, it consists of one additional component that is explained below. (Groover, 2010)
- Radial arm: it is the component responsible for higher drilling range of radial drill. It can slide vertically on the column and also it can be rotated about the column and set at any angle. Drill head is fixed on the drill arm so it can slide across the radial arm and can be set at any distance from the column.
1.3 Gang drill
Third and last type of drill press found in industry is gang drill. In this type of drill press, several upright drill press are arranged in a line that work independently but share the same working table. Therefore, this type of drill is used for cutting holes in sequence on same work piece or to perform sequence of operations like drilling, reaming, counter sinking, tapping, etc. (Groover, 2010)
This report will discuss the design for manufacture for the drill press main sliding unit. Material type has already been selected as polymeric material to reduce cost. For testing and feedback purpose, it is decide that initially only 20 units will be manufactured. After the positive feedback, this part will be manufactured commercially with production rate of 350 units per week.
Task 1 (a)
For a product to be successful, it should satisfy some set of requirements that the market / people demands and also the demands of industry. Functional requirements can be categorized into requirements of market, requirements during operation, manufacturing requirements and compliance requirements. (Rajput, 2008)
2.1 Requirements of market
This product is intended for cottage industries as well for large production industries therefore its price should be in the range of 10 to 15 pounds per piece. Other demands of market include it should be easy to transport, high strength, safe to use, maintenance cost should be minimum and its life should be high. Finally, the product should attract people with its good aesthetics.
2.2 Operation requirements
Most important requirement is that it should have enough strength to bear all the forces that will act on it during operation. The operation cost of the product that include the maintenance cost should be low. For the safety of the user, sliding motion of drill sliding unit on column should be smooth with less friction offered. High working temperatures are faced in drilling operation, therefore the melting temperature of the part should be high and it should be able to maintain its mechanical properties at high temperature as well. It should be used for variable chuck sizes. (Rajput, 2008)
2.3 Manufacturing requirements
Product should be light weight so that less material is required is required to manufacture it which will reduce its cost. Material requirements is polymeric material. Mass of the part should be just under 1.5 kg. Production time of the part should be such that production part of 350 part per week is achieved. Manufacturing technique for this part is injection molding therefore all the edges of the part should be properly filleted and sides should be drafted. Assembly and disassembly of the part should be quick and easy, fasteners would be used to mount the part on column for easy assembly and replacement of the part when required. (Rajput, 2008)
2.4 Compliance requirements
Manufactured part should comply with the standards of “The Society of the Plastics Industry” so that there is uniformity among the manufactured parts and the replacement of part is easy. For this part standard SPI-B1 or SPI-C1 can be used. (Rajput, 2008)
Task 1 (b)
3. Features, Manufacturing Process and Material Selection for DPMSU prototype
The material available for manufacturing was polymer which became a basis for us to decide which process was to be followed. Keeping the economics, circumstances and suitability into consideration; injection molding was the most preferable process to manufacture the prototype of the drill press sliding unit.
3.1 Injection Molding – Manufacturing Process
In correspondence to our decision, Injection Molding is usually the most preferable and suitable process which is used for the manufacturing of materials made up of polymers. This process is highly flexible and diverse, and the products vary greatly in size and shape. Various shapes can be formed as a result of injection molding in a very short amount of time and with a very fine surface finish. (Groover, 2010)
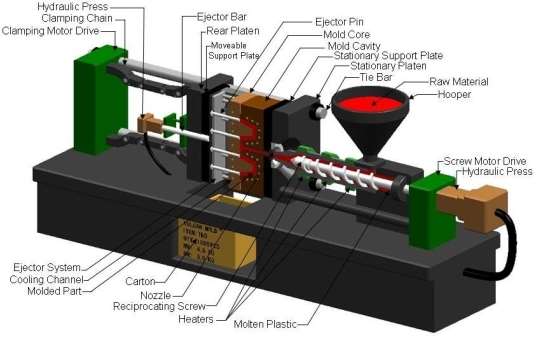
Figure 3: Parts of Injection Molding unit
The process is very simple and easy to understand. Initially the raw material (plastic in our case) is inserted into the machine through the hooper placed on the top of the unit containing the reciprocating screw. To transport the plastic from the hooper to the mold core, a rotating screw is used which pushes these pieces towards the mold and applies pressure on them. The heaters on the wall around the screw melt down these pieces and eventually the molten plastic forms a highly viscous paste. This molten plastic is accumulated in the mold and the shape of the mold eventually ends up in the shape of the product. The plunging process of the machine makes sure that the mold is completely filled with the molten plastic and there are no further defects or any voids. This is all done due to the high pressure, the plunger exerts on the plastic. In the mold, the temperature drops and the molten plastic solidifies. The clamping unit is then separated with the help of clamping motor drive and chain. The part is then taken out very carefully because if too much force is applied, it might break or deform which might weaken its internal microstructure. This all depends on the way the part is designed and whether the stresses that occur during the removal process, are taken into consideration. Injection molding is an advantageous process in several ways which led us to choose this over any other. Injection Molding can produce parts of several shapes and sizes and in a very short amount of time. The products resulting from this process have very fine surfaces finishes. The labor cost is reduced greatly through this process and it leads it to be very economical. The wastage from Injection Molding is negligible and the remaining plastic can be re melted and used. (Groover, 2010)
3.2 Material
When designing a drill press sliding unit, the most important parameter to consider was temperature. During drilling operations, the temperature might rise up very rapidly so a material with a very favorable temperature stability was required. The variation of material properties with change in temperature should be as low as possible. The second parameter to decide the material was the response of the material to forces and stresses applied during the molding process. Stresses not only played a role in deciding the material but also played a major role in the designing phase. These factors collectively contributed in deciding which material was to be used. Every material had some shortcomings and strengths and neither of the materials behaved appropriately in every condition but it was up to us to decide the point till which we could compromise on the temperature response without compromising on the stress profile. This influenced us to go for poly ether imide which is commonly referred to as PEI. This material remains very stable thermally up to temperatures like 200 o C (Frese et al., 2007). Not only that but it offers a very high resistance to wear a high speeds and pressures. DPMSU is a process which involves high pressures to drill the holes during operation and therefore, it needs continuous sliding. PEI becomes very suitable for such conditions. It is also highly resistant to thermal cracking and is denser than the other polymers. Apart from all these qualities, PEI is also very resistant to any sort of reaction influenced by chemicals (acids, alkalis, fuels and alcohols etc). Most importantly, it offers a very high tensile strength of 16000 psi throughout a very vast range of temperatures from -270 oC to 300 oC. PEI has very good mechanical properties at very high temperatures and very likely for our project. The only issue was that due to such an impressive range of advantages, PEI is relatively more costly than the other polymers. Despite that, our total cost is still very low if compared to the material cost of metals. (Frese et al., 2007)
PEI offers a very wide range of applications in industry due to a lot of factors. It is very robust and has high strength which makes it very promising for usage. Some of its most common applications are as followed:
- It is used in the electronics industry specially for making integrated circuits. The reason for this is its high thermal stability and effective usage at a diverse range of temperatures. (Kuznetsov, 2000)
- It is used in aerospace industry due to the high strength it offers. (Kuznetsov, 2000)
- It is used in automotive industry due to its incredible surface finishing. (Kuznetsov, 2000)
Task 1 (c, e)
4. Design Considerations
We do know that the most suitable process for mass production of polymer is Injection molding. Keeping that in mind, we now have to consider the parameters and steps to be followed in order to cut down the production cost and production time as much as possible.
4.1 Avoid Sharp Edges
Sharp corners are the biggest source of stress concentrations and high stress concentrations lead to point failures and crack initiations even under normal loading circumstances. The primary approach while designing this work piece would be to avoid as many sharp edges and practically avoidable and replace these edges with fillets and round corners. This will distribute the stress on the surface and will increase the part life under fatigue or creep loading. Work pieces with sharp corner becomes very vulnerable to surrounding and operating conditions and will behave in a very un-predictable manner under loading conditions. (Tang, 2008)
4.2 Avoid Sinking and other post-process deformations
Due to difference in the exposure temperatures, all layers within the material cool down at different rates with respect to each other. This leads to the outer surfaces solidifying faster than the inner layers. This causes stress in the inward direction and the shape of the piece starts to change. The outer layers start sinking into the workpiece and this phenomenon becomes more dominant when there are multiple geometries of different thicknesses. To avoid such a situation, the thickness of the work piece should be kept as low as achievable according to the design. Sinking leads to discontinuities in the piece geometry and also induces unfavorable internal stresses. (Tang, 2008)
4.3 Material Optimization
During manufacturing, attention should be given to save as much material as possible without compromising the integrity of the work piece. The designing should be done in such a way that the weight of the work piece is minimum possible with optimum required strength. This will not only lead to more weight but will increase the cost unnecessarily. Care has to be taken when extra material is made after the molding process. (Zhang, 2007)
4.4 Drafts
For easy removal of the work piece from the mold, it is essential to leave some clearance so that the mold doesn’t stick to the work piece. If it sticks, it might become difficult to remove the work piece and it might end up deforming the work piece. In such cases, it is preferable to keep the draft angle from 1 degree to 5 degree. This angle will give ample clearance to the work piece and will avoid any unfavorable situation. This parameter is essential for the smooth running of this process. (Zhang, 2007)
4.5 Material response to the mold
It is very information that the material responds to the process appropriately. The material properties play the main role in defining the processes to be followed or the steps to be taken. The material should be decided very carefully keeping into consideration, all the problems and complications it might face in the process. The molten form of the material should be such that it accommodates itself perfectly within the mold and cover all the fine details within. The material should not sink after solidification and neither should it warp. (Wu, 2006)
4.6 Minimum work to be done of the work piece after molding
The manufacturing should preferably be done by an experienced person. This will result in a much better and refined product and minimum refinement work will have to be done after the manufacturing. The mold plays an equally important role in the look of the product. A mold with a smooth inner surface will produce a very smooth outer surface of the work piece and hence very little work will have to be done to give the work piece a final touch before being used. (Wu, 2006)
5. Concerns and recommendations
There are few concerns which have to be taken into consideration during our design and manufacturing process of DPMSU. These are as followed:
- If we are to run a machine, it is to be made sure that all the written information on the manual is communicated to the user as a lot of safety hazards are particularly mentioned on the user manuals. These manuals also contain procedures to be followed and precautions to be made so reading these documents is recommended before the usage of the machine, for safe and smooth operation.
- It is very crucial that the product is safely removed from the mold after solidification and nothing is damaged during its removal process. It is therefore essential that necessary clearances may be left in the mold and draft angles are taken into consideration while designing the mold. These angles greatly assist in the removal of the work piece after it has solidified.
- During the design process, it is to be taken into consideration that the stress is evenly distributed through the work piece and nowhere in the specimen should the stress be high enough to initiate a crack or cause any structural failure. Sharp edges and corners are the biggest source of high stress concentrations and must be replaced with the contoured surfaces in order to avoid stress concentration areas which may lead to mechanical failure of drill press main sliding unit during drilling operation.
- The mold plays a major part in defining how much time a particular process will take, how much of a share would labor cost have in the total cost and how good of a surface finish would be obtained. If these parameters are well understood and well implemented, work piece removal becomes very time and cost efficient. The machine should be completely utilized and hence the ejector pins should be taken into full use while removing the work piece.
- For minimum wastage, it is important that material with the most suitable condition and position is used throughout the operation. The machine should be used by an experienced person, who will make sure that minimum material is wastage after the process. As PEI is relatively more costly than other polymers, this consideration becomes important.
- It is necessary that the work piece is consistent and regular in dimensions.
- It is also to be considered that minimum post-process work is done and the manufactured specimen is gone through minimum finishing processes. To achieve this, the mold should be very smooth and the machine operator should be very experienced.
Task 1 (d)
Previously, injection molding is suggested for the prototyping of the component. Injection molding is also suitable for batch production of drill press main sliding unit but following things must be taken into consideration:
- If injection speed is high with less solidification time, it may lead to the deformation of material with time. To prevent this issue, speed of injection molding and time for solidification must be optimized in batch production.
- Drill press main sliding units is used to hold the drill bit and holder. Due to machining operation, temperature of the assembly may rise. Moreover, unexpected stresses on the component may occur. So, manufacturing method must yield polymeric component with optimized thermal conditions to avoid any catastrophic failure later on. (Rajput, 2008)
- Variations in dimensions is a common issue in polymeric components. To avoid this, synthetic hardening resins could be used while doing injection molding. These resins may enhance surface hardness of the component. (Tang, 2008)
- Porosity and air bubbles left in the component during manufacturing may lead to brittle failure later on. To avoid this, porosity must be prevented to occur. (Tang, 2008)
References
Groover, M. (2010). Fundamentals of modern manufacturing. 4th ed. New York: JOHN WILEY & SONS, INC.
Rajput, R. (2008). A textbook of manufacturing technology. 1st ed. New Delhi: Laxmi.
Tang.Z.Y. (2008). :Plastic Mould Designer Guide[M],edited by Mechanical Industry Publishing House,Beijing.
Wu.Z.Z,Wang.Q,Pang.Y.X,Zhang.H.A:Plastic Mold Design Guide,edited by National Defense Industry Press,Beijing(2006).
Zhang W.H:Injection Mold Design of Practical Tutorial[M],edited by Chemical Industry Press,Beijing(2007
T. Frese et al., “Electret Properties of Polyetherimides: Influence of Water Content and Comparison with Other High-Temperature Polymer Films,” Macromol. Mater. Eng., vol. 292, pp. 582-587, February 2007.
Kuznetsov, “One-pot polyimide synthesis in carboxylic acid medium,” High Perform. Polym., vol. 12, pp. 445-460, June 2000.
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


DMCA / Removal Request
If you are the original writer of this essay and no longer wish to have your work published on UKEssays.com then please click the following link to email our support team:
Request essay removal