Overview of Sectors in the Chain of Production
| ✓ Paper Type: Free Assignment | ✓ Study Level: University / Undergraduate |
| ✓ Wordcount: 5355 words | ✓ Published: 06 Jun 2019 |
Task 1 – P1
Within the various industries, there are three sectors of activities which form a chain of production that provides customers with finished goods or services. These sectors include the primary sector, secondary sector, and tertiary sector. More advanced countries generate income through the secondary sector which is more manufacturing, whereas for less developed countries, the primary sector makes up more of the economy.
Primary Production:
Primary sector – Aggregate Industries Europe Ltd
The primary sector which is commonly known as the extractive production is the extraction and collection of raw materials (natural resources) which includes activities such as farming or quarrying. With this sector being costly and time consuming, machinery is being utilized as technologically has advanced which produces higher yields than if they weren’t used. An example of this is corn being harvested by combine harvesters and sprayers spraying insecticides, fungicides and herbicides which results in employee redundancies. Technology isn’t used always; a farmer could plant crops and then harvest them to sell and all this is done manually if technology isn’t available.
This company is a major supplier, producer and importer/exporter of construction materials. The materials manufactured by this company are vast and range widely to ensure all construction and infrastructure industries demands are met. The cementitious materials produced and supplied by this company include aggregates, asphalt, ready-mix concretes and precast concrete products. They also provide road surfacing among other services at a national level. This company employs over 4000 employees and operates over 60 quarries in the UK and has more than 330 sites in mainly mainland Europe and Scandinavia.
As this company produces marble and cement among other things, quarrying is primarily used which would involve finding a location with enough resources for it to be worthwhile. The research and development department alongside geologists would find this site using equipment such as sensor tools and when the desired quarrying site has been located, diamond tipped drills are used for samples to be taken to determine the best location as well as the expected quality and purity. Igneous, metamorphic and sedimentary rocks are used for construction, so these are quarried, as the geologists survey the land, a design is developed to ensure the quarry is safe and efficient. Operating permits are then required which could take months to years and after this has been done, a processing plant would be built along with roads to the facility. A quarry manager needs to oversee each cut made from the quarry.
Considering the environmental impact caused by the extractive process, because of the elevated energy consumption and transport requirements, Aggregate Industries believes firmly in sustainability and the impact on people and the environment. To accomplish this, the company became certified in BES 6001. Other products produced relate to this as its low carbon, low water ‘life’ range are designed specifically for their commitment of sustainability improvement. Aggregate Industries 2018
Secondary Production:
Secondary sector – Midland Oil Refinery Ltd
This sector is where manufacturing and assembling of the raw materials occurs. These products range from the car industry to the food processing industry. The materials gathered are manufactured to the customers’ needs which is done in the secondary sector. An example of this could be the processing and manufacturing of marble which has been quarried. If tiles are being manufactured, the marble would be cut into billets and polished. If slabs are needed, the marble is cut using diamond wires or a gang saw. Resin is then used as there would be cracks in the surface, this ensures the purity remains in the finished product.
This company manufactures oils and petroleum wash products and recycles/recovers industrial degreasers and specialty cleaners. They also recondition spent industrial oils, a process which involves dehydration, sterilisation and filtration and then the viscosity is adjusted and to complete the product additives are added to provide an equivalent performance. This is done as disposing used oils is incredibly difficult as the oil wasted, and landfill directives makes this a costly and troublesome effort. Some oils manufactured include industrial oils such as hydraulic or lubricating oil. Automotive oils are also manufactured such as commercial engine oils.
To regenerate the oil several steps, need to be taken which includes a sample being taken and a visual appraisal being done. The samples are analysed in on-site laboratories as the company must comply with the site authorisation and if the oil can be recovered with the expected yields, it will be accepted. Quotations are then sent, and quality control is set. For customer approval, a trial load would be processed, and the results monitored and if everything is on point, regeneration can occur. With the regeneration assessment, MOR would report the condition of the laboratory results and advise the best regeneration options. The waste is collected using a MOR road tanker built for that specific purpose, and the product is heated as this would sterilise the equipment and then it is dehydrated, after this process absorbents are used for the impurities to be removed, such as oxidation or acidity. This improves the colour also and filtration would then occur which is a several step process on its own, this is as fine as 5 microns. If needed, base oils are then added for the final step to adjust viscosity and then additives can be added. This is known as blending.
This is a private limited company which means it offers limited liability to its shareholders. Shareholders are limited, and shares cannot be publicly disclosed or traded. This company is registered in ISO 9001 and ISO 14001 and is committed to preventing pollution as well as complying with all legislations that applies to the company. Midland Oil Ltd
Tertiary Production:
Tertiary sector – National Grid
The tertiary sector is the final chain of the three sectors and provides the services which are intangible such as services like education or a train ride. Entertainment and advise is included in this sector and these services are usually straight to the consumer or businesses. This sector has risen dramatically as there is more need for ‘basic services’ such as hospitals or schools. An example of this could be a retailer purchasing clothes or food which has been manufactured and then placing them at their stores for consumers to buy them when convenient.
This company distributes both gas and electricity at a multinational scale as it operates in both the UK and North Eastern US. Unlike Midland Oil, they are a public limited company which ensures stocks are on both the London and New York stock exchange. A board of directors manage this company and the number of employees exceed 25,000. Being a large company, their revenue was over £15 million, and they have 1680 employees working on the electricity transmission business alone.
This company functions by electricity being generated by the energy supplier and gas being supplied. This energy is vital, and homes and businesses alike require it and it is transported from the generation location to the destinations which need it. The supplier sells the energy however National Grid doesn’t own it but only distributes it.
The way the energy is distributed is through electricity pylons and cables and gas transmission infrastructures. The pylons and cables allow high voltage electricity to pass and these are owned by National Grid. This is feasible as income earnt is measured by OFGEM (Office of Gas and Electricity Markets) as National Grid charges the energy suppliers and OFGEM is involved to ensure the rate is fair and sustainable. In the UK, power stations and major substations are connected allowing electricity to be generated anywhere. For GB, the grid runs at 50 Hertz and is connected synchronously and wide area. The UK is connected to the European electrical grids in an adjacent manner by using submarine power cables. National Grid Plc
Task 2 – P2
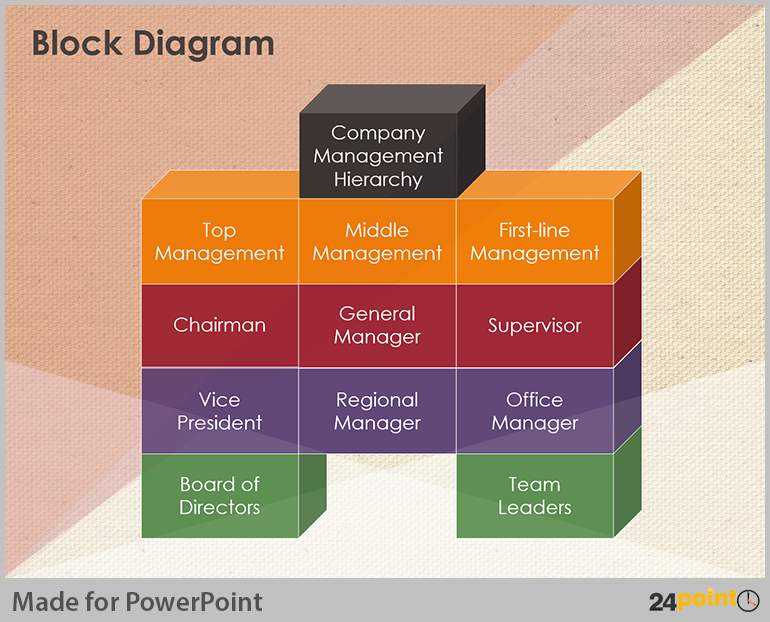
Moog is a large company which functions using a tall hierarchal structure. This structure is multi layered starting from the shareholders to directors to senior managers and so on with the main working force being employees who are not empowered to make decisions. With Moog the chain of command starts with the shareholders and the bottom chain workers include cleaners and technicians. The structure works in a downward manner, with the power being highest at the start of the chain. The managing director oversees the directors who manage their respective branches such as the finance director who manages the senior finance managers. There could be middle management who work directly with the employees however certain directors/managers would have more responsibilities if they are more vital to the company. Senior advertising managers could have less employees to oversee however they could work hand in hand with the senior sales managers to ensure sales remain high. There are issues with this structure as employees could feel disconnected toward higher level management as interaction is limited and this causes information to be passed slowly with the added issue of that information being distorted or misunderstood. This affects the work rate as employees could become demotivated as the top management wouldn’t receive suggestions/ideas in a timely manner and the work functions wouldn’t be improved as the management rarely interact with the employees. From the data, it could be inferred Moog is a public limited company due to it being a larger company which means it trades on the stock exchange and has a high number of shareholders. A plc has a limited number of shareholders which means their finance is limited. As Annual General Meetings occur, it proves it is a large PLC organisation. These shareholders control the company as they have the most ownership and the managing director acts as the figurehead and relays the information to the shareholders and their instructions down the chain. This information is provided by the directors who receive them for the senior managers and lower.
Rotec’s organisational structure differs from Moog’s as it is a smaller business which runs more intimately by being flat hierarchal structure. This could be due to the company being a private limited company which means they would trade on the stock market and they would have a limited number of shareholders who could also be their shareholders. As there are no outside investors, there are no AGM’s as investors could be apart of the organisation as they may be friends or family. Similarly, to Moog, the managing director has the most responsibilities and oversees the directors and relays information to the directors. In contrast to Moog, Rotec employs 100 employees whereas Moog has 500 employees which allows Rotec to not require middle management which allows information to flow faster and allows them to be more receptive to customer demands. This needed communication improves employee relations as any issues can be rectified in a timely manner and this improves efficiency dramatically as the employees are more connected to higher management. Information is likely to be less misunderstood as it is received almost directly, and the upper management can improve work functions by being at the workplace on a more frequent basis. A benefit to the lower workforce is more profits as Rotec produces the same volume as Moog but has the better reputation as delivery dates have never been missed despite any equipment or machine tools malfunctions. This is cost-saving and very efficient however more pressure is placed on the employee to ensure the demands are met. As they are competing with a larger company, the staff could have more responsibilities as compared to Moog, however they could be a more skilled workforce which could mean they are better paid.
Comar utilises a matrix structure which differs from the others as as a matrix structure has several departments with teams for each. These teams report to a project manager and a department manager and would closely work with other teams to complete a project. These teams are set by a project manager and an example of the teams co-operating could be Design team A, R & D team A and Manufacturing team A. This team will report to project manager A.
To classify the size and status of these companies, the size of the workforce is considered and how the company functions under the varied ownerships. As Moog employs over 500 people, they are a larger company and their status would reflect this as they are a public limited company which means shares are traded/purchased through the public stock exchange. This is known as AGM’s occur frequently which means there is a higher number of shareholders as compared with Rotec which has limited shareholders due to it being a private limited company. Rotec is classified as a medium size company as it employs 100 people which is a much smaller workforce than Moog. In contrast with Moog, shares are not traded on the stock exchange so there are no outside investors and these shares are unable to be seen by the public. Comar is the smallest of the three companies as the workforce seems limited and is between 10-50 people, this is an estimate as it is a newer company and the matrix structure shows there are four teams only. This is possibly a private limited company which the shares being owned by the three friends who are the directors, or it is a partnership ownership structure which could mean they have unlimited liability.
Task 3 – P3
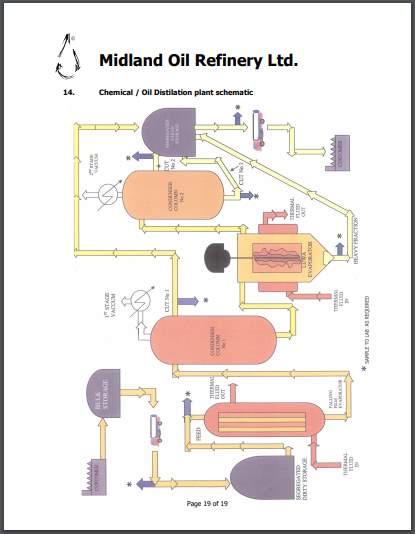
Midland Oil Refinery Ltd
This company refines and regenerates oils and can manufacture industrial metalworking or automotive lubricant using blending operations and this is done in batch sizes for customer requirements.
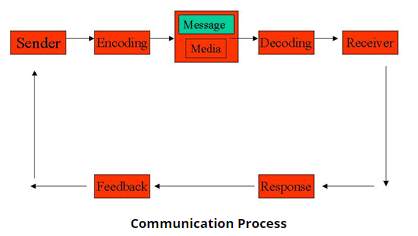
For this company to manufacture these lubricants, it would have to go through inspections, testing, manufacturing and it would then be sold but it would be undergoing maintenance to keep it performing in an optimal way. At the beginning, the R&D and design department would start to research how to improve efficiency and how to make the lubricant more serviceable and cost efficient as research is heavily involved as lubricants range from low-viscosity oils with low molecular weight to highly viscous lubricants that with incredibly high molecular weights. Research is needed more so as mineral-based oils that have different viscosities are blended together at this company as this would increase performance for their application. This information would be communicated using emails, meetings, and verbal discussions whether formal or informal. Written communication is used also as reports are given as well as agendas and manuals.
After the R&D has been completed, the design department would be consulted for various things such as how their research would affect the customer experience as there is little differentiation between products. The design department would also work with marketing and information is passed through meetings with senior management for design, R&D and other departments as these collaborations ensure efficiency is high and design managers would pitch new ideas, alternatives and more. This can create new markets and when all parties agree on what needs to be done they will continue working on their individual projects. When the R&D department require a design to be made of their research, a prototype will be made, and this would create technical information which is needed for improvements and if everything works as intended, larger batches can be manufactured.
After the R&D and design departments have completed their projects, a final meeting is held with senior production management to introduce any changes, new information and how to include these when manufacturing the lubricants. When everything has been approved, more meetings will be held with the technical management to improve the equipment, production line and manufacturing as the research done needs to be incorporated in a seamless and efficient manner. This information is passed through the senior and middle managements using meetings and verbal communications such as conferences, emails, letters and more and this information could include the purchasing of equipment which would involve the finance managements as this has to be documented and approved. Equipment that improves efficiency is what is needed such as more advanced fractionating towers that would remove unwanted compounds as these could have more filters and this would be beneficial as the process may not need to be repeated. Production planning engineers ensure sedimentation has occurred and that everything in the workplace is correct such as the specified time frames will be met, and this information is sent using emails and letters and this will be given to suppliers.
After everything has been approved the manufacturing will begin and meetings will take place which would outline the processes that are happening in the production line and emails and conversations are how information is communicated. All information gathered would be presented to senior management and this includes data from the manufacturing process. We can see the lubricant being manufactured and the various steps such as the sedimentation, fractionating all the way to the additives being added and the lubricants being inspected.
After the product has been manufactured, inspection will occur, and the oil would be subjected to quality control to ensure it meets the quality standards. Oil which has been approved is sold and a relationship is maintained with the customer as this company will recycle all oil and would be refined and regenerated and then sold again. Most companies are likely to buy oils which have undergone the recycling process as it is more environmentally friendly. If the oil purchased has not been checked accurately for viscosity or resistance to flow, a refund could be given, or it could be replaced with the correct oils and this would be arranged using emails or phone calls. Midland Oil Ltd
Task 4 – M1
In this company, the information flow is almost non-existent and has caused issues with the technical and production management information. With the increased scrap rate of projects, it shows there is no connection with CAD and CAM software which is used in conjunction with CNC software and this limits the technical information available. As this software haven’t been integrated, it results in the manufacturing being incorrectly made and not to the required customer satisfaction and while the operators try to rectify this, they are not as accurate as CAM and the additional work is time consuming and costly.
Another issue preventing technical information from being collected is the limited IT facilities as paper-based systems are used for the project communication and this requires updating as these can be lost and must be physically stored which make it difficult to find the correct information. The updated systems would increase efficiency and provide more information as it is not continuously updated such as time frame for the job to be completed, who is completing the task and where it is occurring.
With the current method of storing information, information must be manually updated, and this can be troublesome especially if the stock requires re-ordering as this can be forgotten and can halt up the production line further and create confusion as the employees would be looking for stock which isn’t there. The time spent waiting for stock makes it difficult to give an accurate time frame for the completion of the work which can be damaging for the company’s reputation.
Information is not up to date so there is no progress to be reported to the customer, so an estimate is given which could be somewhat accurate or far off which is stressing for the customer who may need it within a specific time. This would lose customers as there is no job progression and if the customers lose money because of this, this company would be held accountable and could be sued which would negatively impact the company.
There are several improvements which could be made which include the technical information issue to be resolved first and this is done by integrating CAD and CAM software and for this to occur new software needs to be purchased and this would allow for use of Siemens NX, Autodesk fusion 360 and more. This is incredibly beneficial as work can be done more efficiently by saving time and money. There would be less scrapped projects as the software is far more accurate and would ensure everything is accounted for, the only issue that could occur would come from human error. If everything is programmed correctly and the machinery is maintained, there would be no errors and it would be a lot better.
The other issue that need to be rectified would be upgrading a stock recording database system. This would ensure stock is always ordered when it is depleted as data would be added when stock is used, and an alert will be given when stock falls and this ensures there is a constant supply which would be more efficient as the production line wouldn’t be stopped.
By upgrading to a computer database, information would be readily available unlike paper-based systems and this includes information about the job progression which is needed. Other benefits form this is the added information which can be updated instantaneously such as if someone takes over a project and this information can be seen by everyone. The stages of the project can be added on the computer which shows what stage the manufacturing process is currently on and this is good if a project has multiple operators. Paper based systems require a physical storage space and can be damaged easily, lost or misplaced. This is not an issue with a computer-based system as if the computer was to be damaged, all the information can be saved on a storage device.
In conclusion, the adjustments that could be made will be beneficial for everyone as efficiency will be improved and customer satisfaction will be improved. Accurate information can be given on the job progression and the project will be more accurate with the software integration. Deadlines can be met, and reports can be stored, and information is readily available as it can be sent to anyone and there are no delays on the production assembly line.
Task 5 – D1
Aggregate Industries Europe Ltd
This company is a major supplier, producer and importer/exporter of construction materials. The materials manufactured by this company are vast and range widely to ensure all construction and infrastructure industries demands are met. The cementitious materials produced and supplied by this company include aggregates, asphalt, ready-mix concretes and precast concrete products. This will be research on how information flows through Aggregate Industries and evaluate its effectiveness. I will be detailing the process on a product order to its final dispatch.
An order can be made through various ways such as with an email. If it is placed through an email, the customer sends a purchase order and Aggregate Industries begins work on the item. As it is a new job, it would be written in the job book and excess information is stored in a folder made for that job. This form of communication is efficient and is externally done and the order is recorded and is a clear indicator work is needed to be begin. By recording it, it is clear to anyone who looks at the book that a job has been ordered and the customers details.
As this is paper-based it has flaws which could be improved by upgrading to a computerised database as inputting project details would be quicker and it is more convenient. Data can also be saved on storage devices which ensures no data is lost and it can be organised in various ways such as by dates, customers or duration of the job. It would still require input from a person so there is still a risk of human error.
When a project has been ordered, the engineers/operators must be notified so they can commence the process which can only begin when they have all the required details. The information required is technical such as the customer specifications and time frame and with this information they can make the necessary arrangements such as ordering stock if needed or give their current project to another worker if it is urgent and the machinery need to be set up, calibrated and programmed for the job. This could include using specialised equipment and to notify their project manager if there’s anything they would need for the job. For urgent or difficult jobs, verbal communication would be used as there is no misunderstanding and it makes it efficient as it could be quick process.
There could be improvements for this type of communication as the project manager could notify the engineer/s and input information in the workshop schedule, so deadlines are known, and as verbal communication is used, then there could be an issue if the manager can’t meet with the employee for whatever reason so written communication should also be used.
When the engineer has been notified, materials are ordered as well as components or services if it is a specialised job and needs to be outsourced. It could take time for the materials to be ordered and the manager would’ve had a quote from the supplier, so it would’ve been quick to order. This communication is known as production management data and is an external form and is verbal, so it could’ve been over the phone. The benefit to this is that it is effective, and an invoice would be sent showing the orders has not been misinterpreted and everything is correct.
This could be improved by calling to let the supplier know they are sending a purchase order through email to ensure there is no issues and that it is received, and the purchase order would include details about the materials, dimensions and price. Verbal communications have setbacks which could be bad for a company as there is no chance of misunderstanding. A purchase order is needed to put it in the book so there are no issues however it could also just be used for more complex materials such as an item which has been laser cut.
After all material have arrived, the engineer will begin the work by setting up the materials and programming the machines and this will be done when they have told the project manager as this is due to the project manager requiring a time however it could be inaccurate if the project manager is not on the job.
This could be improved by having documentation showing when they started similarly to the information inputted on a job database. This ensures information is accurate however employees could not be truthful about this as they could say they started in the morning but could have started in the evening. This could be done if they are being paid hourly, so it wouldn’t be accurate.
For an urgent or important order, the customer would call about the progress of their job and the information which is provided is from production management and this could be told to the customer on what part the engineer is on such as creating a thread on a screw. The time frame could then be given if the information given is accurate. This is an external form of communication and would be done over the phone and is time saving and reassuring to the customer and understand how far the job has progressed and how long it will take.
The accuracy of information could be improved by knowing when the job really started, and this is done by having a database and this could also calculate how long it would take to finish the job. The job is continuously updated allowing for quicker information to be given, however as it is updated for so long it is time consuming.
Engineer finishes work:
After the engineer has completed the work, the project manager is informed, and all details have been recorded and this internal communication would be quicker as any questions can be asked and answered instantaneously as they would be speaking direct as opposed to sending an email, waiting for it to be seen and responded to. After the item has been manufactured, it would be quality checked to ensure everything is in working order and these results can be placed on a test certificate. This would be external communication and is from the tester to the customer with the customer receiving the certificate although the company would keep a copy.
This communication doesn’t need to be improved as the results can be given to the customer through email and through post for the hard copy. This proves it is working correctly and the test has been accurate and truthful as they would be liable for fraudulently lying on the test as their signature would still be on it.
Once the tests have been done, the customer would be contacted verbally through a call and this is done using production management data which will tell them when the job is ready to collect or deliver and the customer can ask questions which can be answered straight away unlike emails which would be take time.
The company will prepare for either delivery or collection when the customer specifies which on would be more convenient and a delivery note documentation needs to be completed whether it is for collection or delivery. This note is used in production management and gives details about the purchase order for the customer and whether it was collected, and it will also contain details about who collected the item as it would be signed for.
This is a paper based communication style and is externally done as the customer would sign for the item and this is efficient and this would keep a hard copy signature which protects the company from any issues and this hard copy can be scanned and stored on a computerised database which is much safer as papers can be lost whereas in a database it could be found in a few searches.
After the item has been collected or delivered, an invoice is sent which includes the cost, purchase order, quantity and any other information and this would be listed under sales and finance. It is external and is sent using email or other IT systems.
This is effective as all details are listed and is a VAT invoice. This information is sent as an email as it could get lost in the post and could be difficult to relay through phone call. By sending it through email, it can be understood, stored and there is documentation for both customer and company. Older invoices are still sent to the post, but these are becoming rarer. These invoices are received much faster than post and are free of charge. The only drawback is that it requires connection on both sides which is a minor issue.
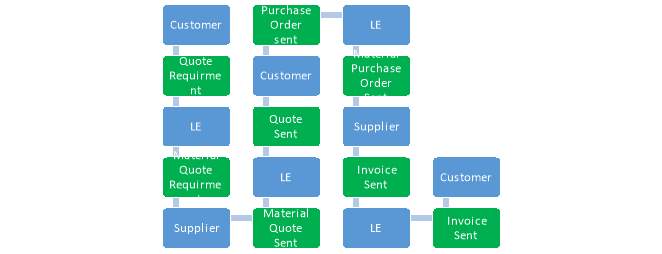
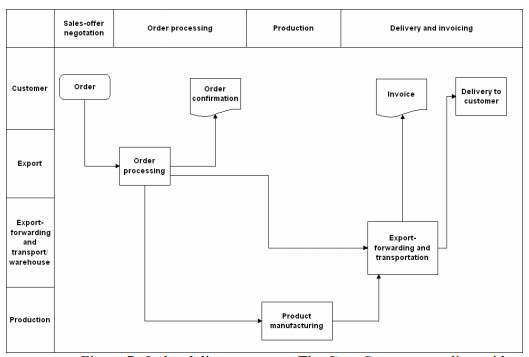
This diagram shows the IT system in Aggregate Industries and as it is a flow chart we can see the flow of information and it is a large chain which starts with the customer and ends with he customer. As standard with most companies, a quote is given, and a purchase order is sent and then an invoice is sent to customer. This is an IT system so there is no paper based work added.
References
https://www.aggregate.com/about-us
https://en.wikipedia.org/wiki/Aggregate_Industries
https://www.quora.com/What-are-some-examples-of-primary-and-secondary-sectors
https://www.vulcanmaterials.com/social-responsibility/teacher-center/the-quarry-story
https://sciencing.com/marble-mined-quarry-4567716.html
https://www.midlandoil.co.uk/wp-content/uploads/downloads/2012/09/Oil-Regeneration-Insert_web.pdf
https://www.midland-oil.co.uk/wp-content/uploads/downloads/2012/03/01-Introduction.pdf
http://www2.nationalgrid.com/About-us/
https://en.wikipedia.org/wiki/National_Grid_(Great_Britain)
http://www.madehow.com/Volume-1/Lubricating-Oil.html
https://www.midland-oil.co.uk/wp-content/uploads/downloads/2012/03/14-Distillation-schematic.pdf
https://www.midland-oil.co.uk/wp-content/uploads/downloads/2012/03/11-Method-statement.pdf
https://www.managementstudyguide.com/non-verbal-communication.htm
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


DMCA / Removal Request
If you are the original writer of this assignment and no longer wish to have your work published on UKEssays.com then please click the following link to email our support team:
Request essay removal